
新达立液压机械
专业生产各种规格的液压机
全国咨询热线:
138-0617-2253

联系人:陈志刚
手 机:13806172253
电 话:0510-83570995
邮 箱:info@xdlyyjx.com
传 真:0510-83747643
网 址:http://www.xdlyyjx.com
地 址:无锡惠山经济工业园堰桥路35-7号

液压机溢流阀易发生高频噪声,主要是先导阀功用不稳定所形成的,即为先导阀前腔压力高频振荡引起空气振荡而发生的噪声。其主要原因有:(1)油液中混入空气,在先导阀前腔内构成气穴现象而引发高频噪声。此刻,应及时排尽空气并防止外界空气从头进入(2)针阀在运用过程中因频繁敞开而过度磨损,生产压纹机使针阀锥面与阀座不能密合,构成先导流量不稳定、发生压力动摇而引发噪声,此刻应及时修理或替换。(3)先导阀因绷簧疲惫变形构成其调压功用不稳定,使得压力动摇大而引发噪声,此刻应替换绷簧。三、液压机油缸的噪声(1)油液中混有空气或液压机油缸中空气未完全排尽,在高压效果下发生气穴现象而引发较大噪声。此刻,须及时排尽空气(2)缸头油封过紧或活塞杆曲折,压纹机价格在运动过程中也会因别劲而发生噪声。此刻,须及时替换油封或校直活塞杆。四、管路噪声管路死弯过多或固定卡子松脱也能发生振荡和噪声。因而,在管路安置上应尽量防止死弯,对松脱的卡子须及时拧紧。
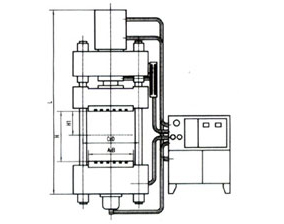
1、实现压力和位移全闭环控制的特性是其它类型压力机不能比的生产压纹机2、压装力与位移全过程图可以显示在液晶显示触摸屏上;全过程控制可以在作业进行中的任意阶段自动判定产品是否合格,实时清理不好的产品,从而实现在线质量管理3、压装力、压力速度、保压时间等可以在操作面板上进行数值输4、可自行定制、存贮、调用压装程序100套5、通过外部端口连接计算机,可以将压装数据存贮在计算机中,让产品加工数据的可追溯性,便于生产质量控制一、 伺服压力机用途伺服压力机广泛用于机器、汽车、五金、煤炭机械的零件的锻造,用来完成模锻、精锻、切边、校正等工艺,是一种使用广泛的锻压设备,其优异的性能具有跨时代的重大意义。二、工作原理两主电机驱动飞轮,经主螺杆带动工作滑块上下运动,输入启动信号后,电机由静止状态经小齿轮、大齿轮带动工作滑块加速下行,电机达到预先设置的打击能量要求的转速时,利用大齿轮储存的能量作功,使锻模工件成形。压纹机价格大齿轮释放能量后,工作滑块在受力反弹的同时,电机也随之启动并带动大齿轮反转,使工作滑块迅速回 到预先设定的行程位置后,自动进入制动状态。由于回程时滑块受打击里的反作用力影响导致反弹,此时电机输出频率只需要百分之十左右即可使工作滑块迅速回到原位,因而回程损失很小。由于工作滑块回程时靠电机制动,机械制动器仅在滑块接近上止点时才工作,制动材料不易磨损,不需要经常更换。

导致伺服液压机出现齿轮泵振动的原因有哪些?1、伺服液压机齿轮泵是否从油箱中吸进有气泡的油液2、查电机与泵联轴器的橡胶件是否破损或漏装。破损或漏装这应该替换或补装联轴器的橡胶件。3、查单泵与电机的安装同心度。应该规定要求调整泵与电机的安装同心度。4、查联轴器的键或花键。磨损会造成回转件的径向跳动。生产压纹机5、查泵体与两侧端盖直接接触的端面密封件处。若接触面的平面度达不到规定要求,则泵在工作时容易吸入空气。伺服液压机可以在平板上用研磨膏按8字形路线来回研磨,也可以在平面磨床上磨削,使其平面度不大于5mm,并保持其平面与孔的垂直度要求。压纹机价格6、查泵的端盖孔与压盖外径之间的配合接触处。若配合不好,空气容易由此接触处侵入。若压盖为塑料制品,由于其损坏或因温度变化而变形,也会使密封件不严而进入空气。可采用涂覆环氧树脂等胶黏剂进行密封。7、查泵内零件损坏或磨损情况。泵内零件损坏或磨损严重将产生振动与噪声。如齿形误差或齿距误差大,两齿轮接触不好,齿面粗糙度高,公法线长度过差,齿侧过小,两呲合齿轮的接触区不在分度圆位上。此时,可替换齿轮对研。
液压系统的清洗与换油:已经运行的液压设备,因为液压油逐渐老化变质,天生沉淀和油泥,在换油前应进行清洗。清洗用油液的粘度应与划定润滑油的粘度相同或较低,粘度较低,能保证有较好的溶解作用。生产压纹机对于小型润滑系统,可利用和设备划定的液压油相同的油品进行清洗工作。清洗过后的油不再符合润滑的要求,而且包含杂质太多,清洗完毕后必需彻底排除。经清洗后的润滑系统再加入划定的液压油有些液压设备维修后,用金属清洗剂或肥皂水清洗系统,再加液压油进行试机,发现泡沫大,油压不稳,以为该品牌的液压油质量差,把油排净后换另一品牌的油工作正常,就断定前一油差后一油好,压纹机价格实在这是冤案,前油替后油“受了过”,因为系统中残存的金属清洗剂中的表面活性剂组分污染了前油而使其抗泡性变差,使设备工作异常,前油排净时也同时把系统冲洗干净,后油也就正常了,类似情况常常发生。滤油就用油性滤纸,几块钱一张,将近半平方米。省事点就用汽车机油滤清器改装。做或买一个够大的油箱,侧面下部装滤纸或滤清器,箱上部装个气嘴接头,接上气泵加压,就能滤了。

1.将冲模的上模模柄装入滑块的模柄孔内,用模具夹板及螺钉紧固。上模的上平面与滑块底平面有杰出的触摸。生产压纹机2.下模直接装置于作业台板上或作业台上,并与上模的方位进行校对之后使用"T"型槽用螺栓及压板将下模紧固。3.拉下拉杆让离合器接合用手盘动飞轮使滑块移至下死点,肯定制止用电动机股动飞轮旋转。4.松开调理螺杆的锁紧螺套用扳手滚动六角螺栓,依据冲模的具体要求调理冲头进入凹模的高度然后旋紧锁紧螺套使调理螺杆紧固。5.调理床身两边的打杆使推料动作在行程终了时发作并确保滑块在上死点时打杆未与推料器触摸避免因打杆阻碍滑块运动而发作事故。6.单次行程时应把拉板接在弯杆下面的圆销上接连行程时则应把拉板接在齿条下面的圆销上见。7.液压机有必要在电动机中止后才干装置和调整冲模调整液压机的单位或接连行程。8.当制动器之制动力偏大或偏小时只需调理制动器压纹机价格上之星形手把放松或压紧压簧即可。9.在液压机使用过程中滑块的导轨假如磨损使得滑块与导轨之间合作空隙大影响导向精度有必要定时用螺钉来调理导轨空隙。若磨损过多,有必要要从头刮研导轨,避免磨损程度遍地不一样造成滑块运动偏斜。10.开动电机时应留意飞轮的旋转方向应与象征相同,避免反方向回转而损坏操作组织的凸轮及其他零件。

在液压机的维修过程中,一些相对实用的诊断方法对液压机的故障进行诊断,可以加快检修的时间,快速找到发生故障的部位,省时省力。一是置换法:将同类型、同结构、同原理的液压机上的相同元件,置换(互换)安装在统一位置上,生产压纹机可以很快证实被换元件是否有故障可靠。这种方法的长处在于,即使修理人员的技术水平较低,也能较快地应用此法对液压机的故障,做出正确的判断和处理。但是,运用此法必需以同类型、同结构、同液压原理和相同液压元件为条件,因而此法有很大的局限性和一定的盲目性。二辅助法:借助于简单的辅助零件,对液压的液压元件是否有故障进行诊断。1、堵住油口,如堵住液压阀元件的油口和油缸油口,可以诊断出这些液压元件是否泄漏。2、人为换向法 用顶杆使液压阀元件换向,可诊断出换向阀是否泛起如卡死、阀芯不到位等故障。这种方法可以在不拆解部件的情况下来诊断液压元件是否有故障,避免了过多的拆卸工作量,减少了故障诊断时间,便于快速诊断,特别是对于较大的油缸密封等故障具有很好的实用性。压纹机价格三经验法:检修人员通过掌握的液压机的液压系统理论,了解各液压元件的结构和工作原理,在丰富的实践经验的基础上,对液压机产生的故障进行全面的分析,而迅速作出正确诊断。归纳起来,液压机一般产生的故障部位及其原因大致可分为以下五个方面。



